159890
B61K9/10
Заявка: 2015128727/11, 15.7.2015
Опубликовано: 20.2.2016. Бюл. № 5
Авторы: А.В. Горделий, И.В. Иванов
Патентообладатель: ООО Научно-производственное объединение "РДМ-ВИГОР"
Контрольная плеть для проверки работоспособности дефектоскопов
КОНТРОЛЬНАЯ ПЛЕТЬ ДЛЯ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ ДЕФЕКТОСКОПОВ
Формула полезной модели
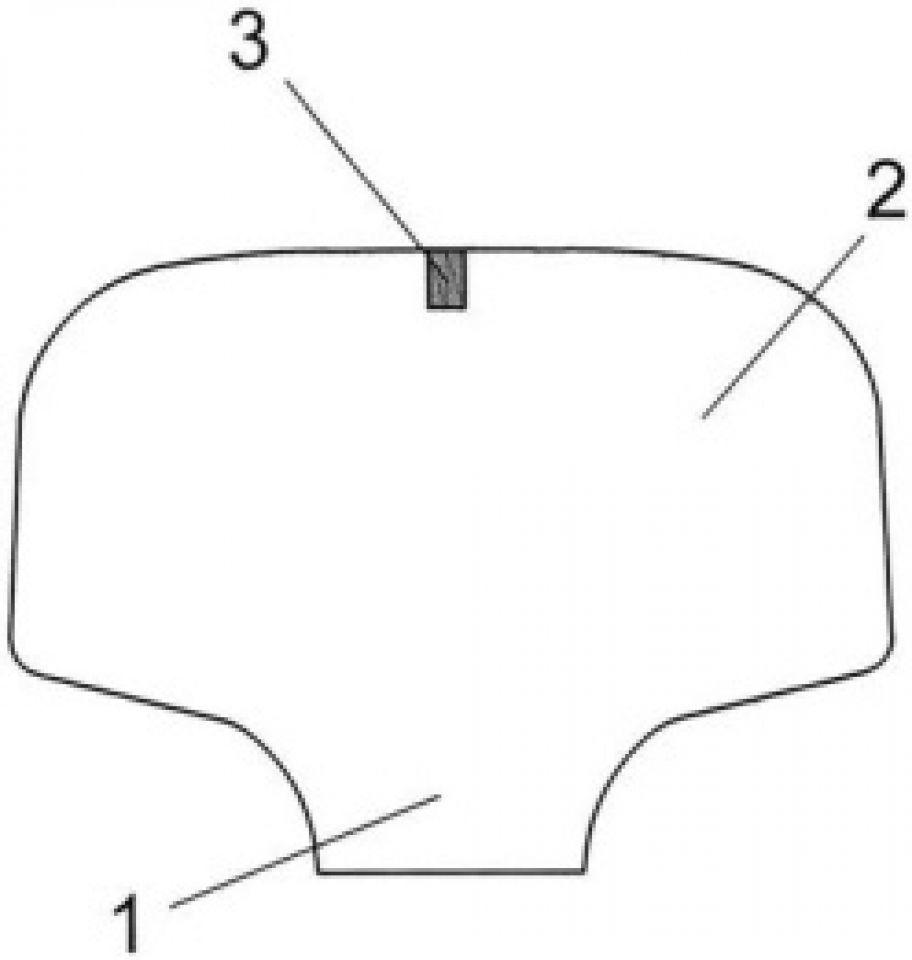
1. Контрольная плеть для проверки работоспособности дефектоскопов, включающая отрезок рельса, выполненный с возможностью установки на нем средства неразрушающего контроля на основе дефектоскопа и выполненными в нем искусственными дефектами, образованными отражателями с возможностью идентичности их отражающих свойств отражающим свойствам естественных дефектов, при этом отражатели выполнены в виде моделей естественных дефектов, включающих модели дефектов в сварных стыках, модели дефектов продольных трещин в рельсах, модели дефектов поперечных трещин в рельсах и модели дефектов взаимосвязанных продольных и поперечных трещин в рельсах, отличающаяся тем, что она имеет дополнительные модели естественных дефектов, включающих модели дефектов вертикальных расслоений головки рельса, модели дефектов горизонтальных расслоений головки рельса, модели дефектов коррозии и коррозионно-усталостной трещины подошвы рельса, модели дефектов закалочных трещин в закаленном слое металла головки рельса и модели дефектов выколов в подошве рельса.
2. Контрольная плеть по п.1, отличающаяся тем, что модель дефектов вертикальных расслоений головки рельса выполнена в виде вертикального пропила по форме дуги окружности в головке рельса.
3. Контрольная плеть по п.1, отличающаяся тем, что модель дефектов горизонтальных расслоений головки рельса выполнена в виде продольного горизонтального пропила в шейке рельса.
4. Контрольная плеть по п.1, отличающаяся тем, что модель дефектов коррозии и коррозионно-усталостной трещины подошвы рельса выполнена в виде поперечного пропила в подошве рельса.
5. Контрольная плеть по п.1, отличающаяся тем, что модель дефектов закалочных трещин в закаленном слое металла головки рельса выполнена в виде поперечного пропила по форме дуги окружности в головке рельса.
6. Контрольная плеть по п.1, отличающаяся тем, что модель дефектов выколов в подошве рельса выполнена в виде продольного пропила в форме дуги окружности в подошве рельса, расположенного симметрично относительно проекции рельса.
7. Контрольная плеть по п.1, отличающаяся тем, что модель дефектов продольной трещины в месте перехода головки в шейку рельса выполнена в виде горизонтального пропила.
8. Контрольная плеть по п.1, отличающаяся тем, что модель дефектов трещин в шейке рельса от болтового отверстия выполнена в виде горизонтального пропила относительно центра болтового отверстия в шейке рельса.
9. Контрольная плеть по п.1, отличающаяся тем, что модель дефектов трещин в шейке рельса в месте сварного шва выполнена в виде цилиндрического отверстия в шейке рельса в зоне сварного стыка.
10. Контрольная плеть по п.1, отличающаяся тем, что модель дефекта поперечной трещины в головке рельса выполнена в виде цилиндрического отверстия в головке рельса.
11. Контрольная плеть по п.1, отличающаяся тем, что модель дефекта коррозии и коррозионно-усталостной трещины подошвы рельса выполнена в виде поперечного пропила в подошве рельса, при этом поперечный пропил расположен симметрично относительно оси проекции рельса.
























{kind=link}