A.M. МИХАЛЬЧЕНКОВ, доктор технических наук, профессор
Л.А. ПАРШИКОВА, инженер
ФГОУ ВПО «Брянская ГСХА»
Известные методы восстановления и упрочнения лемехов применимы ограниченно, а в некоторых случаях вообще не могут быть использованы. Например, оттяжка носка лемеха за счет «магазина» производится один раз. Более того, в условиях слабой технической оснащенности ремонтно-обслуживающей базы сельскохозяйственных предприятий, при отсутствии специального оборудования и материалов в большинстве случаев применение многих методов повышения долговечности лемехов практически невозможно. Согласно техническим условиям лемеха, имеющие износ по толщине 5-6 мм, подлежат выбраковке. Однако при устранении того или иного дефекта они еще могут быть использованы на песчаных, супесчаных и легкосуглинистых почвах.
Высокая стоимость лемехов плугов отечественного производства, достигающая 450-500 р. за единицу, заставляет производителей сельскохозяйственной продукции искать новые пути увеличения их ресурса, например, привариванием износостойких накладных элементов [1, 2].
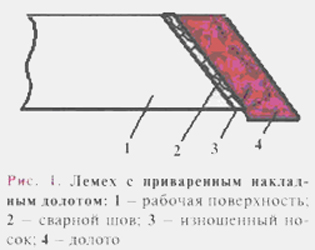
Из практического опыта сельских инженерных служб известен метод приваривания накладного элемента (долота) вдоль полевого обреза (рис. 1). Он применим при нарушении размеров носка лемеха вдоль полевого обреза, сопровождающегося сквозным протиранием. Такая приварка хотя и обеспечивает продление срока службы лемеха, но в значительной степени увеличивает тяговое сопротивление и создает определенные технологические трудности. При приваривании элемента из-за сравнительно большой протяженности швов высока вероятность изгиба восстановленной области.
Этот метод применяют также при восстановлении лемехов, сохранивших размерность носка относительно полевого обреза, но имеющих износ нижней части (затупление), хотя в этом случае геометрические размеры накладного элемента можно уменьшить, снизив тем самым сопротивление перемещению агрегата и уменьшив суммарную длину швов. Заточку восстановленного лемеха, как правило, не производят, что приводит к недостаточной заглубляемости плуга и неустойчивости его движения.
Для устранения указанных недостатков в академии разработан и апробирован в полевых условиях новый метод увеличения ресурса лемехов, ранее подвергшихся двукратному восстановлению. Восстанавливали носки на 16 плужных лемехах марки П-702. по следующей технологии (рис.2): к рабочей поверхности 1 передней части лемеха сварочными электродами диаметром 4 мм марки УОНИ 13/55 (допускается использование и других электродов) с силой тока 150-160А приваривали стальную пластину 2 таким образом, чтобы ее передний край был совмещен с контуром полевого обреза 3. Сварные швы 4 накладывали в местах стыка и вдоль полевого обреза.

Пластины изготавливали из вторичного сырья - рессор толщиной не более 6 мм, утративших упругие свойства, но сохранивших значительную твердость (HRC 50-58). Ширина выступающей нижней части I соответствует аналогичному размеру долота стандартного лемеха. Общая ширина а дополнительного элемента определяется величиной износа либо шириной применяемой рессоры.
Из практического опыта известно, что чем меньше ширина пластины, тем эффективнее заглубление лемеха и ниже тяговое сопротивление агрегата. Длина пластины L лимитируется величиной и формой износа носка лемеха. Лезвийная часть и полевой обрез пластины затачиваются до ее приваривания в соответствии с техническими условиями.
Наплавочное армирование 5 в области ожидаемого лучевидного износа 6 производят той же маркой электрода и с теми же параметрами режима. Расстояние между армирующими валиками составляет 30 мм. Валики располагаются перпендикулярно полевому обрезу. Во избежание коробления сварку производят поочередно одновременно на четырех-пяти деталях. При наличии лучевидного износа его устраняют заплавкой электродами для наплавки деталей из мало- и среднеуглеродистых сталей.
Применение предлагаемого метода, наряду с повышением срока службы, приводит к увеличению жесткости носка, что, в свою очередь, снижает вероятность деформации носовой части лемеха в процессе работы. Использование наплавочного армирования обеспечивает рост стойкости к образованию лучевидного износа, повышая тем самым ресурс детали.
Полевые испытания, проведенные на песчаных и супесчаных почвах с гравиевидными включениями, показали полное восстановление ресурса у восстановленных лемехов. Детали с деформациями и изломами составили не более 7-10 % от общего количества опытных изделий.
Применение предложенной технологии позволяет обеспечить минимум трехкратное восстановление лемехов и достигнуть по их суммарному ресурсу уровня ведущих агропромышленных стран.
Литература
- Ерохин, М.Н. О совершенствовании конструктивных параметров рабочих органов плуга / М.Н. Ерохин, B.C. Новиков// Вестник ФГОУ ВПО МГАУ. - 2005. - № 1 -С. 25-31.
- Михальченков, A.M., Тюрева, А.А., Михальченкова, М.А. Новые способы упрочнения плужных лемехов /A.M. Михальченков, А.А. Тюрева, М.А. Михальченкова // Тракторы и сельскохозяйственные машины. - 2007. - №7 - С. 39-40.